Pourquoi les modules photovoltaïques de grande taille sont-ils plus fragiles ? – Analyse de la crise de résistance mécanique et des préoccupations de l’industrie
Dec 17, 2025
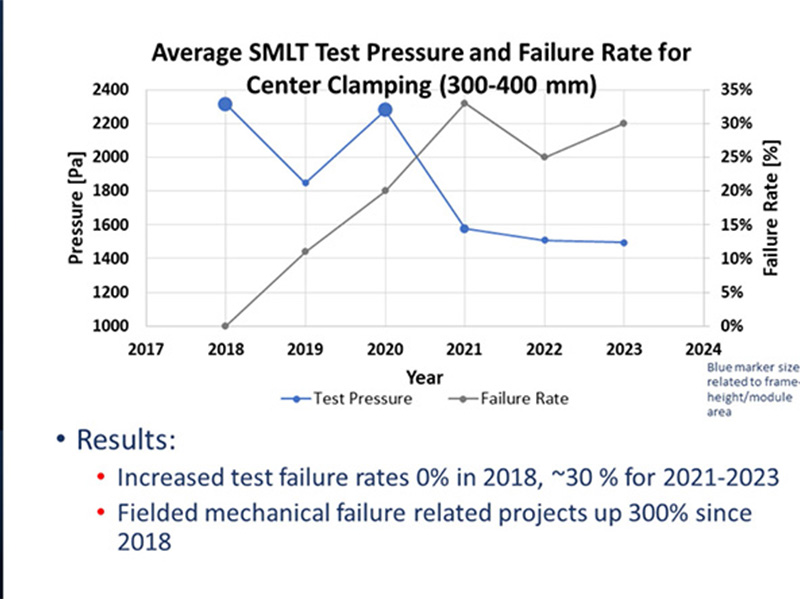
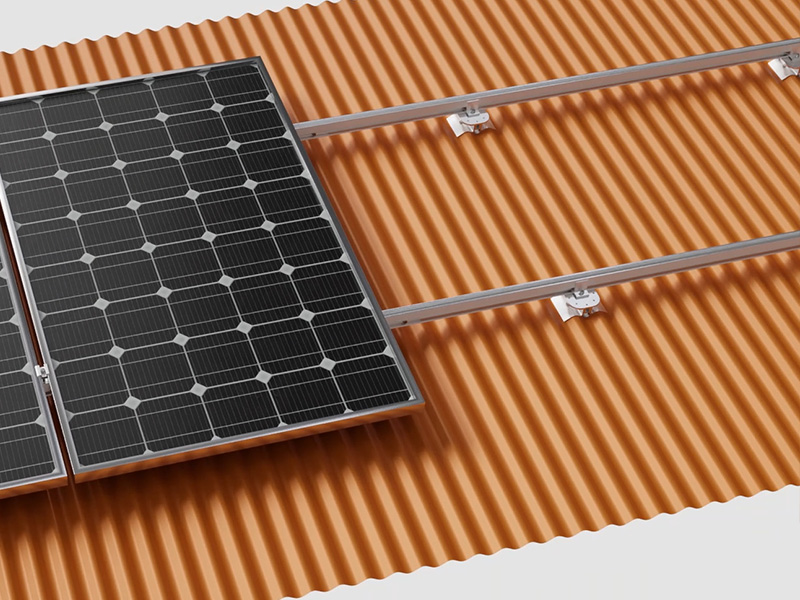
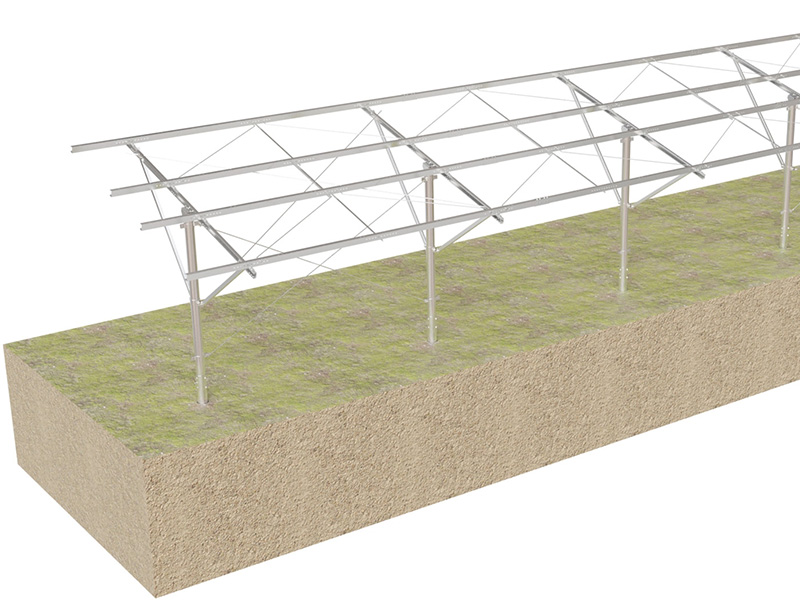
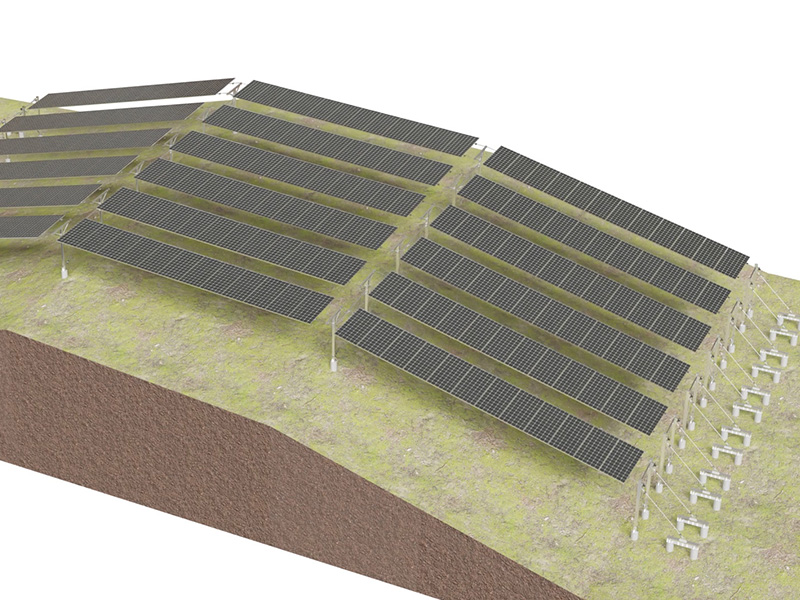
IntroductionL'augmentation de la taille des modules s'est accompagnée d'une diminution de la consommation de matériaux, et par conséquent d'un taux de casse élevé sur les chantiers. Comment expliquer ce phénomène ? Quelles sont les raisons cachées ? Table des matières:Chapitre 1 : Une révélation surprenanteChapitre 2 : Verre fragileChapitre 3 : Test uniqueChapitre 4 : Chemin vers les solutions Chapitre 1 : Une révélation surprenanteLe 20 octobre 2025, la chaîne de podcasts sur les énergies renouvelables SunCast a publié sur LinkedIn, citant les résultats de tests effectués par le tiers indépendant Kiwa PVEL, révélant un phénomène choquant.Kiwa a effectué cette année des tests de charge mécanique sur un grand nombre de modules, dont 20 % ont cédé sous une pression statique de 1 800 Pa. En revanche, le taux de défaillance en 2024 n’était que de 7 %.▽ Un article LinkedIn sur le podcast SunCast Cette publication a rapidement suscité un vif intérêt sur LinkedIn, déclenchant des débats dans les commentaires quant à la validité du taux d'échec de 20 %. Cependant, à mesure que d'autres institutions tierces se sont jointes à la discussion, il est devenu évident que les taux élevés de défaillance des modules sont largement reconnus dans le secteur.▽ Essais de charge mécanique au laboratoire Kiwa En juin dernier, Kiwa a invité 50 fabricants de modules à réaliser un audit complet de leurs produits. Kiwa a également mis en place un système innovant de « tableau de bord de fiabilité » pour aider les utilisateurs à évaluer précisément les performances des modules des différents fabricants. Les tests ont été menés en stricte conformité avec la norme CEI 61215 et portaient sur la charge statique, la charge dynamique, la résistance à la grêle et les performances électriques. Les résultats ont révélé des cas fréquents de bris de verre, de déchirure du cadre, d'endommagement des boîtes de jonction et d'autres problèmes, avec un taux de dommages global élevé de 20 %.▽ MSS (Séquence de contraintes mécaniques)Le taux de défaillance des charges mécaniques est trois fois supérieur à celui des années précédentes. La séquence de test de charge mécanique de Kiwa comprend différentes méthodes d'installation, identifiées par des numéros :Trous de fixation de 400 mm, test de pression statique de ±1800 PaTrous de fixation de 790 mm, test de pression statique de ±1800 PaMontage aux quatre coins le long du bord court, essai de pression statique de ±1800 PaMontage à quatre brides sur double rail, test de pression statique ±2400 Pa Ces tests sont clairement classés par ordre décroissant d'exigences en matière de performances mécaniques. Kiwa utilise ce système de numérotation pour suivre la réussite de chaque test par module, permettant ainsi aux utilisateurs d'évaluer indirectement la résistance mécanique des modules. Outre Kiwa, d'autres institutions tierces dans le monde entier ont également constaté le problème généralisé de la casse des modules ces dernières années. En 2022, l'Université fédérale de Santa Clara (FUSC) a mis en place un site expérimental de 100 kW dans le sud du Brésil, équipé de modules bifaciaux sur trackers. En un an, 83 des 158 modules ont présenté des fissures dans le verre, soit un taux de rupture de 52,5 %. En 2023, le laboratoire CFV a indiqué lors d'un échange en ligne que ses données de test montraient que les taux de défaillance des modules en 2023 étaient trois fois plus élevés qu'en 2018. Près de 30 % des modules testés par CFV ont échoué sous une pression d'essai de 1500 Pa.▽ La résistance à la pression des composants diminue d'année en année.Le taux de défaillance des composants augmente d'année en année. En 2024, DNV a publié un livre blanc affirmant que dans un projet de tracker à module bifacial dans la région Asie-Pacifique, 15 % des vitres arrière des modules se sont brisées lorsque les vitesses du vent ont dépassé 15 m/s. En février 2025, le groupe de travail PVPS de l'AIE a publié un rapport sur les taux de défaillance des modules, indiquant que les modules bifaciaux avec du verre de 2 mm pourraient connaître des taux de bris de verre arrière de 5 à 10 % au cours des deux premières années d'installation.▽ Rapports sur les dommages aux composants établis par PVPS et DNV En mars 2025, le magazine IEEE a publié un article analysant les taux actuels de bris de verre des modules bifaciaux, notant que les cinq premières années d'un projet représentent la période de pointe pour le bris de modules, avec des taux pouvant atteindre 17,5 %.▽ Le taux de défaillance des composants publié dans l'IEEE Photovoltaic Journal Il semble que, du jour au lendemain, des modules autrefois robustes soient devenus fragiles, ce qui est décourageant. Chapitre 2 : Verre fragileDepuis le début de la tendance aux modules plus grands en 2020, la taille des modules a rapidement augmenté, ce qui signifie que chaque module doit résister à une pression plus importante. Or, pour ne rien arranger, la quantité de matériaux utilisés pour les modules plus grands n'a pas augmenté, mais a diminué.• Épaisseur du verre : réduite de 3,5 mm à 2 mm• Hauteur du cadre en aluminium : réduite de 40 mm à 30 mm• Épaisseur du cadre en aluminium : réduite de 2 mm à 1,2 mm▽ Plus la taille des composants augmente, plus la quantité de matériaux utilisés diminue. Si la réduction de la quantité de matériaux utilisés contribue à diminuer le poids total des modules et à accélérer leur installation, elle soulève également des inquiétudes. Selon l'Institut national de la sécurité et de la santé au travail (NIOSH), le poids maximal recommandé pour le levage par deux personnes toutes les cinq minutes est de 33,5 kg. De toute évidence, si l'on conservait les matériaux utilisés à l'époque des modules en verre monobloc, de nombreux modules dépasseraient largement cette limite de poids.▽ Le NIOSH applique une réglementation stricte concernant les poids soulevés artificiellement. Bien entendu, il est largement admis que l'objectif principal de la réduction de la consommation de matériaux est la réduction des coûts. Cependant, la réduction des coûts a involontairement entraîné une baisse du contrôle qualité. La complexité de la production de verre de 2 mm atteint les limites des technologies de fabrication du verre, rendant le contrôle qualité bien plus difficile que pour le verre de 3,2 mm. Pour améliorer la résistance aux chocs, le verre des modules photovoltaïques subit souvent des traitements thermiques et chimiques. La résistance du verre dépend en grande partie de cette couche superficielle traitée et renforcée, qui représente généralement 40 % de l'épaisseur du verre. À l'époque des films de 3,2 mm, les procédés de fabrication permettaient de créer efficacement cette couche protectrice. Cependant, maintenir la même épaisseur de couche protectrice à l'ère des films de 2 mm est devenu extrêmement difficile.▽ La couche protectrice à la surface du composant représente généralement 40 % de l'épaisseur totale. Les modes de rupture du verre épais et mince ont fondamentalement changé sur le terrain. Auparavant, la rupture du verre de 3,2 mm se manifestait souvent par une fissure centrale, facilitant ainsi le repérage du point de rupture. En revanche, les fissures de rupture du verre de 2 mm apparaissent de manière aléatoire, rendant extrêmement difficile l'identification de la cause de la rupture.▽ Les différences dans le processus de production des cadres composants affectent également les propriétés mécaniques des composants Cela complique la mise en œuvre de mesures correctives efficaces en cas de dommages aux modules. Même si les modules sont remplacés, des dommages similaires peuvent se reproduire.▽ La situation concernant le bris des composants en verre a changé. Chapitre 3 : Test uniqueDerrière le phénomène de rupture de modules sur les chantiers, un autre facteur critique ne peut être ignoré. Lorsque les fabricants de modules spécifient les performances mécaniques, ils s'appuient souvent sur les exigences de test de la norme CEI 61215. La CEI fournit un protocole de test complet et spécifie un facteur de sécurité de test : r_m = 1,5. Ce site web a publié un article intitulé « Charges d'essai et charges de conception : comment répondre aux exigences du projet ? ». L'importance du coefficient de sécurité y est également abordée. Les coefficients de sécurité du verre produit selon différents procédés varient également.▽ Les facteurs de sécurité des différents verres de process L'importance de ce coefficient de sécurité varie selon le procédé de fabrication du verre. En raison du caractère aléatoire et irrégulier inhérent à la production de verre flotté, la marge de sécurité requise est généralement plus élevée que pour le verre laminé. Actuellement, les fabricants de modules privilégient souvent le verre flotté, moins coûteux, pour la vitre arrière des modules. Comme indiqué dans le tableau, le coefficient de sécurité du verre flotté recuit se situe entre 1,6 et 2,5. Ainsi, pour les marges de sécurité relatives aux propriétés des matériaux, le facteur de sécurité de 1,5 requis par la CEI est clairement insuffisant. Mais ce n'est pas le problème le plus alarmant. Lors de la conception de projets, un test de compatibilité des modules est souvent réalisé afin de déterminer si un module spécifique est compatible avec la structure du tracker. Ce test applique les charges requises par le projet au module en fonction du tracker et de la méthode d'installation du module. La réussite de ce test permet de vérifier que le module répond aux exigences du projet. À première vue, ce processus semble logique et conforme. Cependant, il néglige un point crucial : tous les tests ne sont effectués qu’une seule fois. Qu’il s’agisse de petits projets de l’ordre du kW ou de grands projets de l’ordre du GW, la fiabilité de millions de modules dans une centrale électrique repose sur un unique test de résistance au sable.▽ Le sort de toute la centrale photovoltaïque repose sur un seul test de composant. Il est important de noter que, même pour des modules d'un même modèle, les caractéristiques structurelles peuvent varier d'un lot de production à l'autre. Par conséquent, chaque module est unique et le test d'un seul module ne peut refléter de manière exhaustive et précise l'état réel de tous les modules. Les essais de charge modulaire sont similaires aux essais structuraux. Dans le secteur des structures, l'obtention de caractéristiques structurelles précises nécessite généralement des essais destructifs répétitifs et approfondis (essais jusqu'à rupture). Cette approche permet d'accumuler des données fiables afin de constituer un échantillon stable.▽ Par exemple, lors des tests de tension de seuil (POT), plusieurs échantillons sont souvent nécessaires et la limite de défaillance est mesurée de manière répétée. Il convient de noter que ces essais destructifs nécessitent une taille d'échantillon spécifique, généralement de 25 à 50 modules par groupe. À partir de ces données, un modèle de distribution de Weibull peut être construit, et une analyse statistique permet de calculer le coefficient de variation. Ce coefficient sert ensuite à calculer le facteur de sécurité correspondant à l'incertitude sur le matériau.▽ En statistique, la distribution de Weibull est souvent utilisée pour déterminer la probabilité de défaillance d'un produit. Chapitre 4 : La voie vers les solutionsCet article se concentre sur la tendance de fond du secteur photovoltaïque : la réduction des coûts et l’amélioration de l’efficacité. La réduction des coûts ne se limite pas aux modules ; face à d’immenses pressions sur les coûts, les autres équipements du système font également l’objet d’études visant à optimiser leurs dépenses. Cependant, l’application des « nouvelles technologies » de divers fabricants d’équipements au niveau du système accroît involontairement le risque de casse des modules. Les mesures courantes de réduction des coûts pour les fabricants de traceurs comprennent :• Augmenter l'angle de rangement de 30° à 60°• Réduction de l'épaisseur de la panne de 2 mm à 1,2 mm• Augmenter l'espacement des colonnes de 7 m à 10 m• Passer de l'arrimage au vent à l'arrimage sous le vent• Adaptation au terrain par courbure du fût principal et des modules afin de réduire les travaux de terrassement En raison des barrières industrielles, la collaboration entre les fabricants de modules et de systèmes de suivi est complexe. De ce fait, chaque partie réduit ses propres coûts tout en transférant le risque final aux utilisateurs du système.▽ Les entreprises de suivi adoptent également diverses « nouvelles technologies » pour réduire les coûts. Cependant, tout le monde ne choisit pas de faire l'autruche. De plus en plus de personnes recherchent activement des solutions et proposent diverses idées créatives.▽ VDE propose des tests de composants déséquilibrés ▽ Les cadres en acier peuvent améliorer efficacement la capacité de résistance à la pression des composants ▽ L'industrie du recyclage des composants a également émergé discrètement. ▽ Le processus général de recyclage des composants En 2025, grâce aux efforts collectifs, le coût de production d'électricité photovoltaïque a atteint un niveau historiquement bas. Parmi les différentes méthodes de production d'électricité, le photovoltaïque est devenu le leader incontesté en termes de LCOE (coût actualisé de l'électricité).▽ L'énergie photovoltaïque est devenue la source d'énergie la plus rentable pour la production d'électricité. Cette réussite est indissociable de chaque personne qui lit cet article. Œuvrons ensemble pour lever les barrières de notre secteur, relever les défis et saisir les formidables opportunités de notre époque.













 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge

 Français
Français 









